
Most production losses do not come from slow machines. They occur between machine cycles.
A CNC mill may complete a cut in three minutes, but if loading adds 30 to 45 seconds, spindle utilization can drop below 70%. A welder may maintain the correct parameters, yet each part must still be positioned the same way before the arc starts. A packaging line can move cases quickly, but someone still has to stack them.
These short pauses accumulate across hundreds of cycles per shift.
Automation cells address them directly.
Each cell takes over a repeatable task that interrupts production flow. Instead of redesigning an entire line, manufacturers automate the step where parts consistently wait for loading, positioning, inspection, or transfer.
Over time, removing these delays often increases throughput more than large equipment purchases because it reduces idle time around existing machines.
As shops begin addressing these gaps, certain tasks repeatedly appear as the largest sources of lost time. Others become constraints only after upstream delays are removed. That pattern shows up repeatedly on real shop floors and shapes how automation typically rolls out in practice.
CNC Automation Cell Examples
CNC shops feel the impact of lost time more than almost any other environment. Machines are fast, precise, and expensive to keep idle, so even small pauses immediately affect output.
That is why many manufacturers start their automation journey here.
The examples below show how shops usually handle these delays in practice, beginning with the steps that recover the most spindle time.
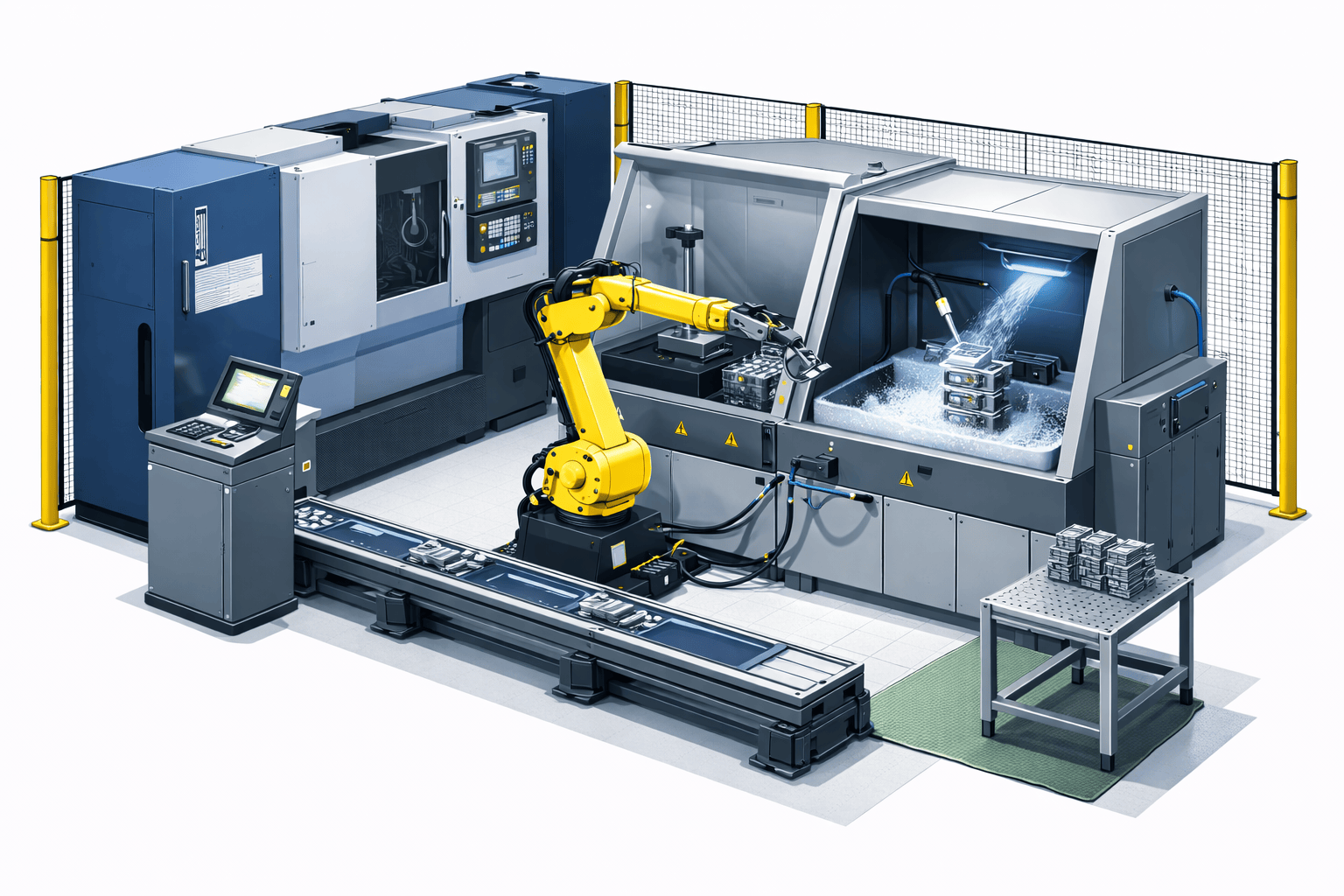
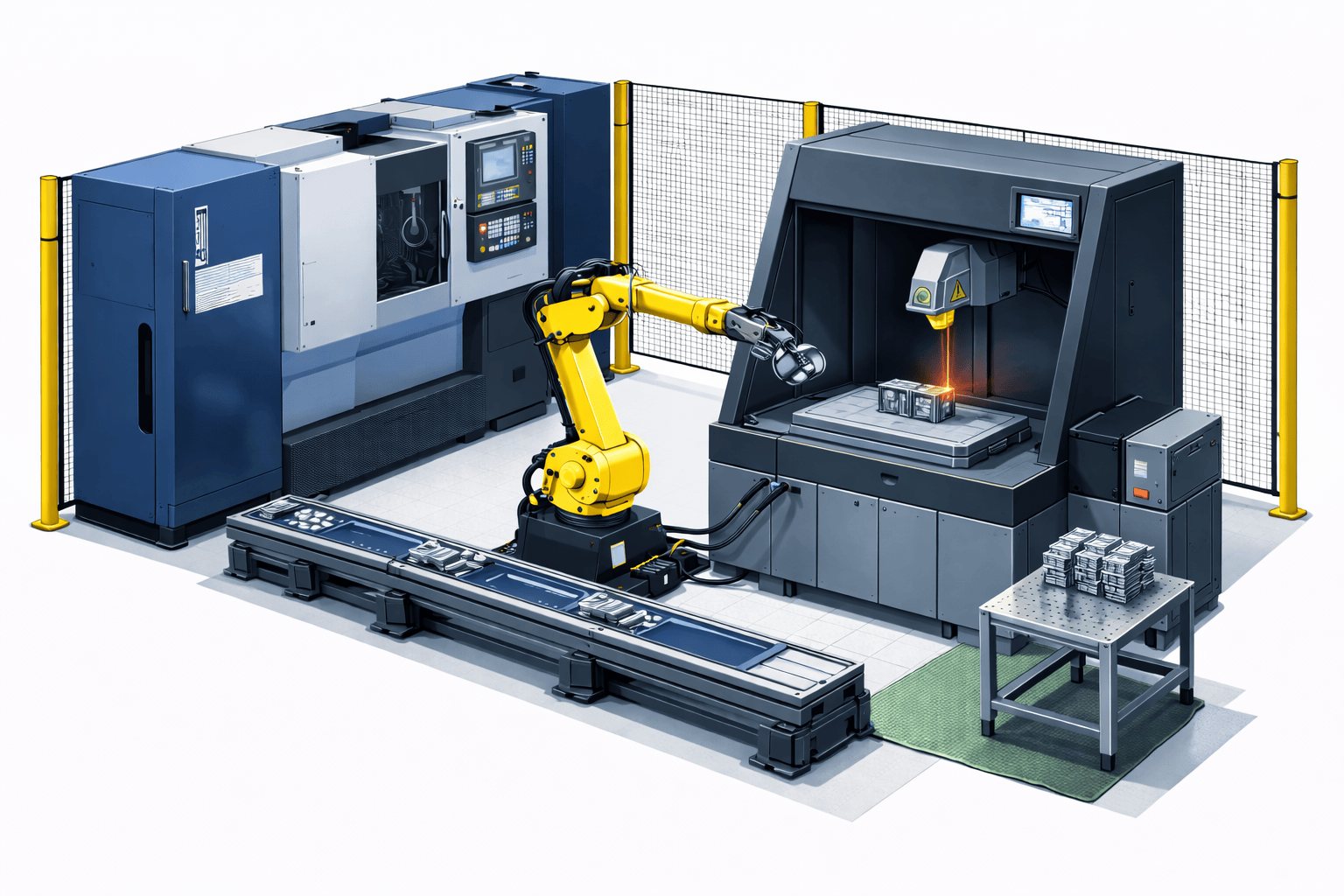
Rank 1: CNC Machine‑Tending Cell
The Production Problem
Most CNC machines lose more time between cycles than during them. Operators move between stations, handle setups, or get pulled into troubleshooting. The machine waits even though it’s capable of running continuously.
This becomes one of the most common and expensive bottlenecks in machining, which is why machine tending is often the first automation step for many shops.
| What the Cell Does | A robot loads the blank, starts the cycle, removes the finished part, and stages the next one so the machine never waits for an operator. |
| Also Known As |
|
| How It Works | A six‑axis robot interfaces with the CNC control to coordinate door operation, part loading, part removal, and cycle start. Parts are staged in trays or racks so the robot can maintain a steady rhythm. |
| Where It Works Best |
|
| How It Delivers Value |
|
Rank 2: Multi‑Machine Robot Cell
The Production Problem
When one operator tends several machines, at least one machine is always waiting. Even short delays compound across a shift and reduce total output.
The equipment is capable of more, but the staffing model cannot keep up.
This is why multi‑machine tending often follows single‑machine tending as the next logical expansion.
| What the Cell Does | A single robot tends two or more CNC machines, rotating between them to keep each one productive. |
| Also Known As |
|
| How It Works | The robot monitors cycle completion signals from each machine. When a machine finishes, the robot unloads the part, loads the next blank, and moves on. Shared tooling and coordinated scheduling keep the flow balanced. |
| Where It Works Best |
|
| How It Delivers Value |
|
Rank 3: Palletized CNC Production Cell
The Production Problem
Setup changes interrupt machining. Operators must stop the machine to load new fixtures, which means the spindle sits idle while workholding is prepared.
In high‑mix environments, these interruptions can consume hours of available cutting time.
Once tending is stable, pallet systems become the next step because they extend runtime without requiring more labor.
| What the Cell Does | A palletized cell stages multiple fixtures outside the machining area. The machine automatically swaps pallets so cutting continues while the next setup is prepared. |
| Also Known As |
|
| How It Works | A pallet pool holds multiple fixtures. The CNC machine pulls the next pallet into the machining envelope while operators prepare upcoming jobs offline. |
| Where It Works Best |
|
| How It Delivers Value |
|
Rank 4: Lights‑Out CNC Production Cell
The Production Problem
Night shifts are difficult to staff. Even when machines can run overnight, the lack of consistent coverage limits total output. Many shops leave capacity unused simply because no one is available to run the machines. Lights‑out automation ranks here because it becomes viable only after earlier bottlenecks are removed and machining is stable enough to run unattended.
| What the Cell Does | A lights‑out cell supports extended unattended machining. Automated loading, pallet management, tool monitoring, and in‑process checks allow machines to run overnight and through weekends. |
| Also Known As |
|
| How It Works | The system loads parts or pallets, monitors tool wear, performs in‑process checks, and keeps the machine running until the queue is complete. |
| Where It Works Best |
|
| How It Delivers Value |
|
Rank 5: CNC Vision Inspection and Gauging Cell
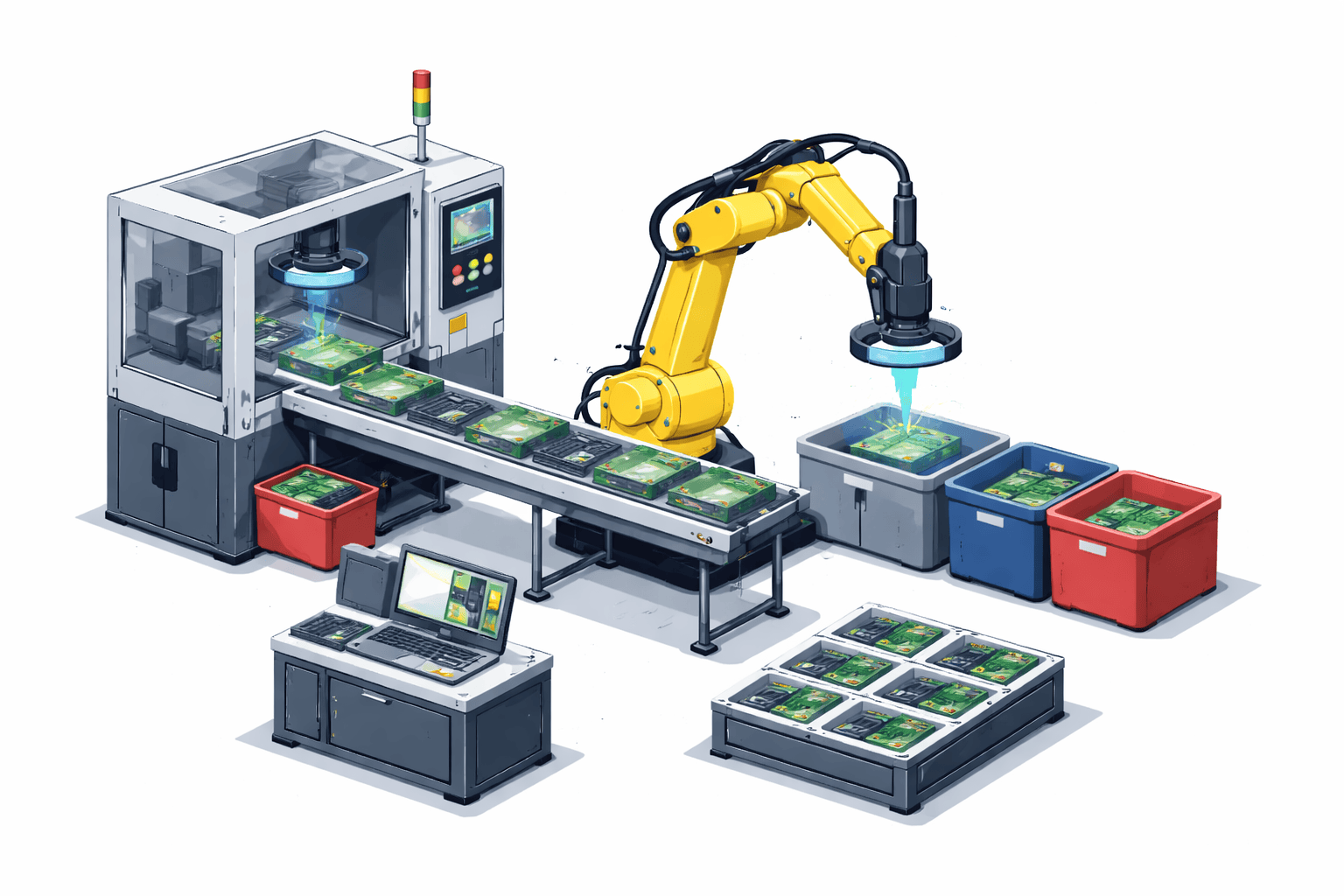
The Production Problem
Dimensional drift often goes unnoticed until downstream operations reject parts. Manual inspection is slow, inconsistent, and difficult to scale. Scrap can accumulate before anyone realizes a tool has shifted or a process has drifted. Inspection automation ranks mid‑list because it becomes most valuable once upstream machining is stable and throughput increases.
| What the Cell Does | A vision or probing system measures critical dimensions immediately after machining. |
| Also Known As |
|
| How It Works | Parts pass through a vision station or probe fixture. The system measures defined features, records results, and flags deviations. |
| Where It Works Best |
|
| How It Delivers Value |
|
Rank 6: CNC Deburring and Wash Cell
The Production Problem
Manual deburring and cleaning slow part flow and introduce variation in finishing quality. These steps often become the hidden bottleneck between machining and inspection. Deburring and washing rank here because they stabilize the flow between machining, inspection, and downstream steps.
| What the Cell Does | Robots remove burrs along programmed paths and automated wash systems clean parts before they move downstream. |
| Also Known As |
|
| How It Works | A robot guides deburring tools along edges and features. Parts then move through wash stations that remove coolant, chips, and residue. |
| Where It Works Best |
|
| How It Delivers Value |
|
Rank 7: CNC Laser Marking Cell
The Production Problem
Manual marking is slow and inconsistent. Regulated industries require permanent, traceable identification, and handwritten or stamped marks often fail audits. Laser marking ranks later because it supports traceability rather than throughput and is usually adopted after machining, inspection, and finishing are stable.
| What the Cell Does | A laser marking system engraves serial numbers, QR codes, or data‑matrix identifiers onto finished parts. |
| Also Known As |
|
| How It Works | Parts move into the marking station. The laser engraves identification based on production data and sends records to quality or traceability systems. |
| Where It Works Best |
|
| How It Delivers Value |
|
Rank 8: CNC Multi‑Process Cell
The Production Problem
Parts often move between machining, grinding, washing, and heat treatment, requiring manual handling. These transfers slow production and increase work‑in‑process inventory. Multi‑process cells rank later because they require stable upstream processes and a clear understanding of the full part flow.
| What the Cell Does | A robot transfers parts between sequential processes to keep production moving continuously. |
| Also Known As |
|
| How It Works | A centralized controller coordinates machine cycles. The robot moves parts between stations and keeps the sequence running without manual intervention. |
| Where It Works Best |
|
| How It Delivers Value |
|
Ready to Recover Lost Machine Time
PMi2 builds and integrates CNC automation cells that fit your existing equipment, floor space, and production schedule. If machining is where your output is stuck, that is where we start.
Talk to a PMi2 EngineerIndustrial Automation Cell Examples Beyond CNC
Outside machining, the same pattern appears in welding, stamping, packaging, and assembly. Every process has moments where work slows or waits, and those slowdowns shape how automation is adopted.
These examples follow the same logic as the CNC list, starting with tasks that interrupt production most often and moving toward cells that become valuable once upstream flow is steady.
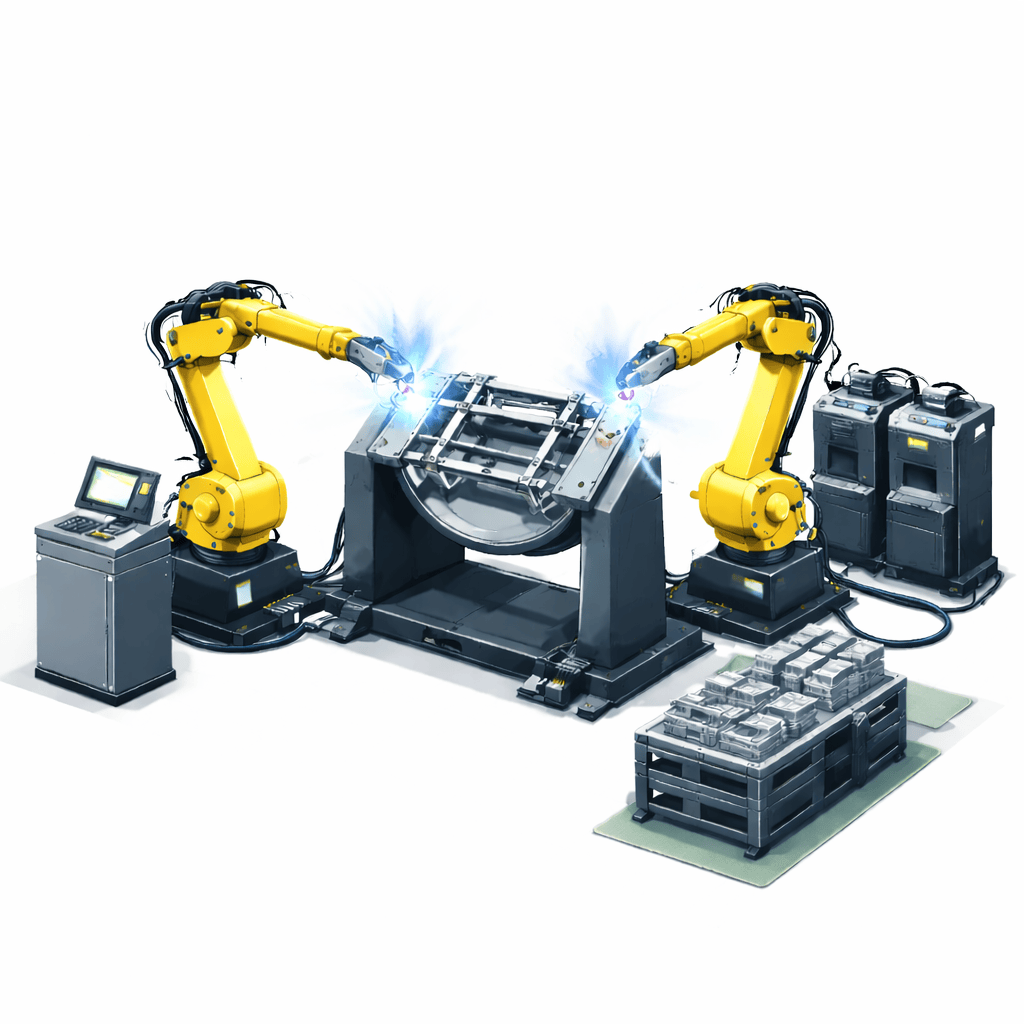
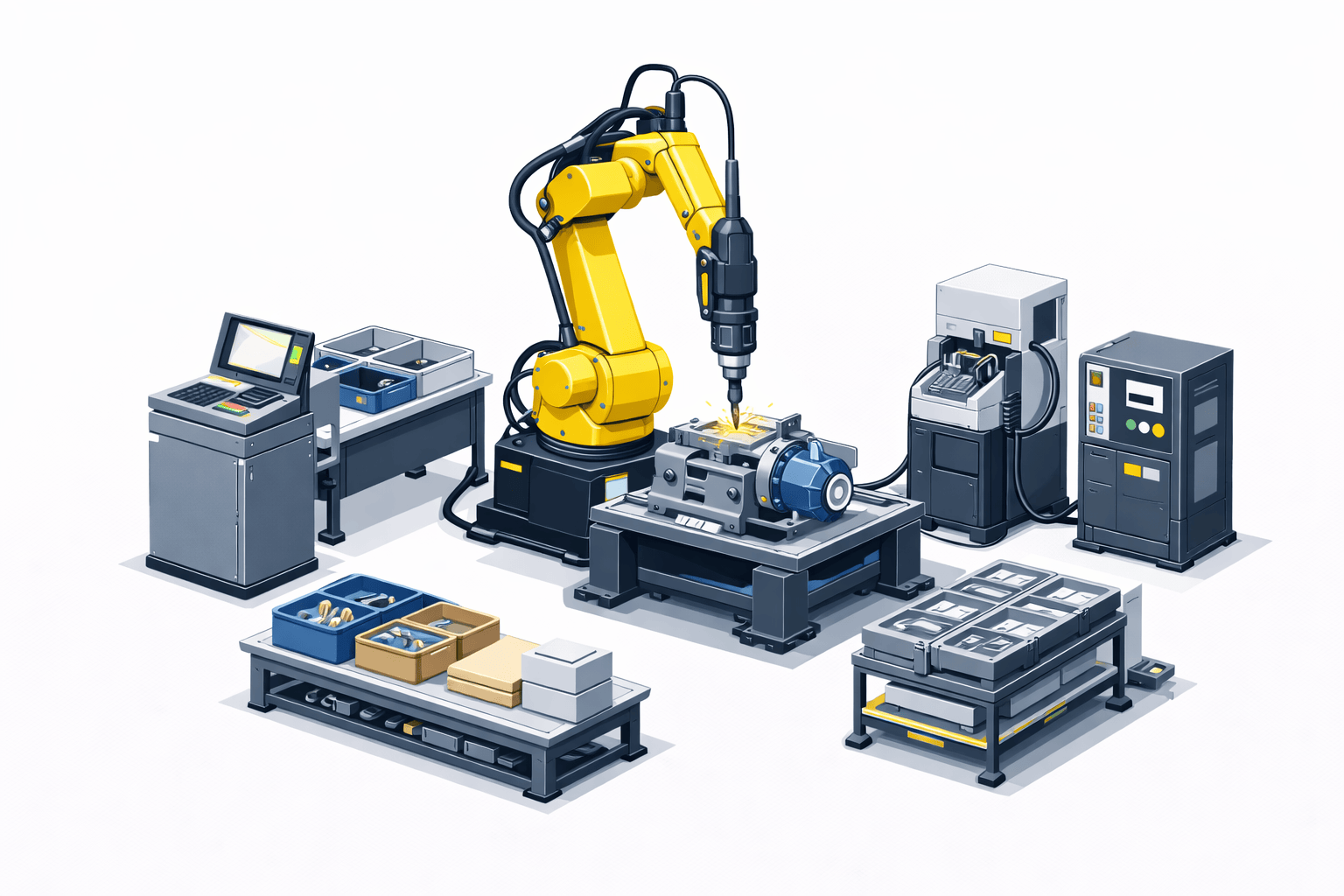
Rank 1: Robotic Welding Cell
The Production Problem
Shops struggle to hire certified welders. Even when staffed, weld quality varies by operator and by shift. Throughput becomes unpredictable. Welding ranks first outside CNC because it is one of the most labor‑constrained processes in manufacturing.
| What the Cell Does | A robot performs programmed weld paths with controlled parameters and consistent motion. |
| Also Known As |
|
| How It Works | The robot follows defined weld paths while a positioner rotates the workpiece. Weld parameters are monitored to maintain consistent quality. |
| Where It Works Best |
|
| How It Delivers Value |
|
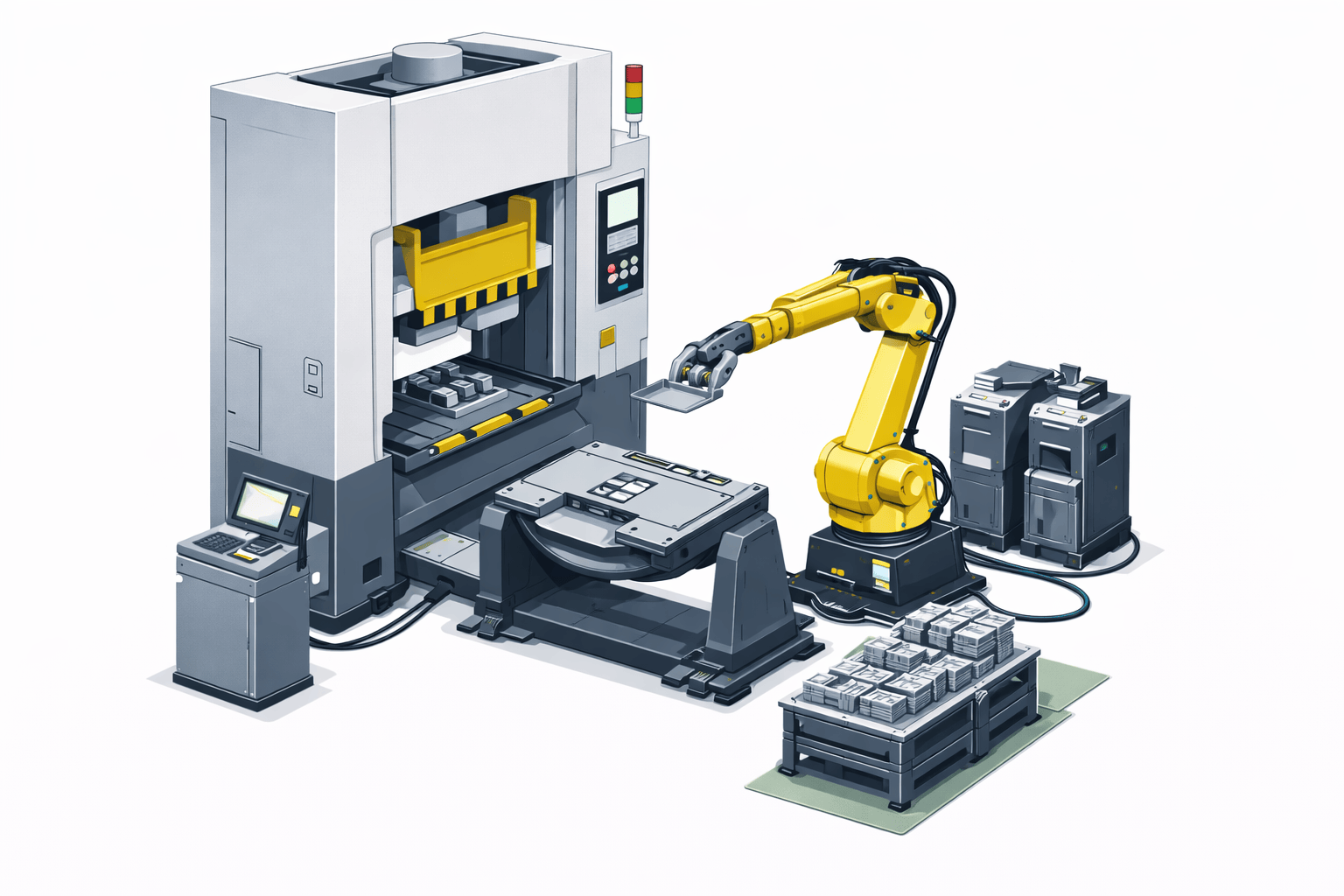
Rank 2: Robotic Press‑Tending Cell
The Production Problem
Stamping presses presents safety risks. Manual loading and unloading slow cycle timing and expose operators to hazards. Press tending ranks high because it improves safety and stabilizes cycle timing immediately.
| What the Cell Does | A robot loads blanks, triggers the press cycle, removes finished parts, and stages the next blank. |
| Also Known As |
|
| How It Works | The robot uses magnetic or vacuum grippers to place blanks into the press. It synchronizes with the press cycle and removes finished parts at the end of each stroke. |
| Where It Works Best |
|
| How It Delivers Value |
|
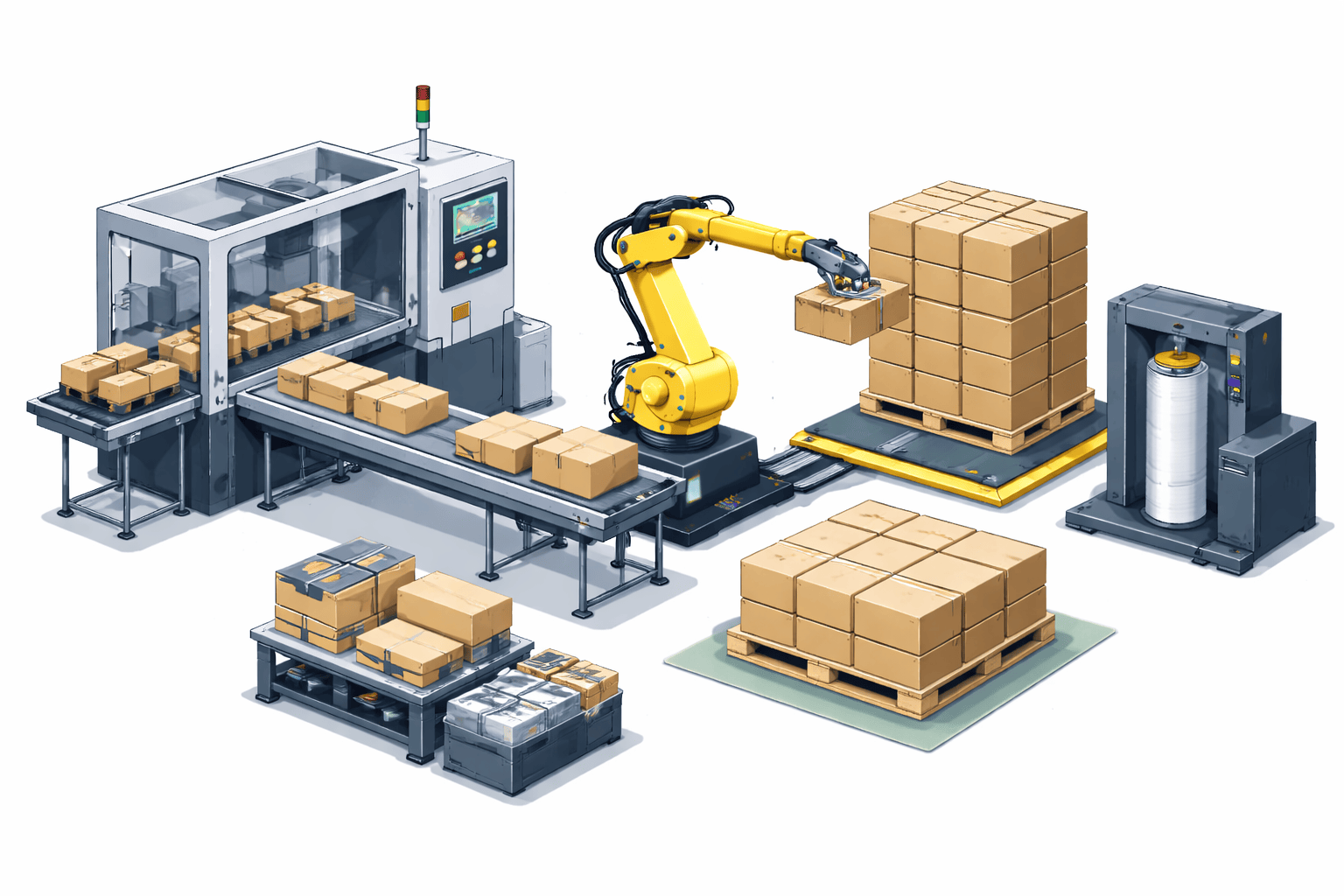
Rank 3: Packaging and Palletizing Cell
The Production Problem
End‑of‑line stacking is repetitive, physically demanding, and difficult to staff. Throughput drops whenever the palletizing station cannot keep up. Palletizing ranks here because it is one of the fastest ways to remove repetitive labor and stabilize end‑of‑line throughput.
| What the Cell Does | A robot picks finished cases and stacks them onto pallets in stable patterns. |
| Also Known As |
|
| How It Works | The robot uses vacuum or mechanical grippers to pick cases from conveyors. It orients them as needed and builds pallets according to programmed patterns. |
| Where It Works Best |
|
| How It Delivers Value |
|
Rank 4: Robotic Assembly and Fastening Cell
The Production Problem
Manual assembly introduces variation in torque, alignment, and insertion force. Errors accumulate and slow downstream processes. Assembly automation ranks mid‑list because it requires consistent part presentation and stable upstream processes.
| What the Cell Does | A robot positions components, aligns parts using vision guidance, and applies fasteners or performs insertions with controlled torque or force. |
| Also Known As |
|
| How It Works | The robot uses torque tools, press‑fit tooling, and vision systems to complete assembly steps with consistent accuracy. |
| Where It Works Best |
|
| How It Delivers Value |
|
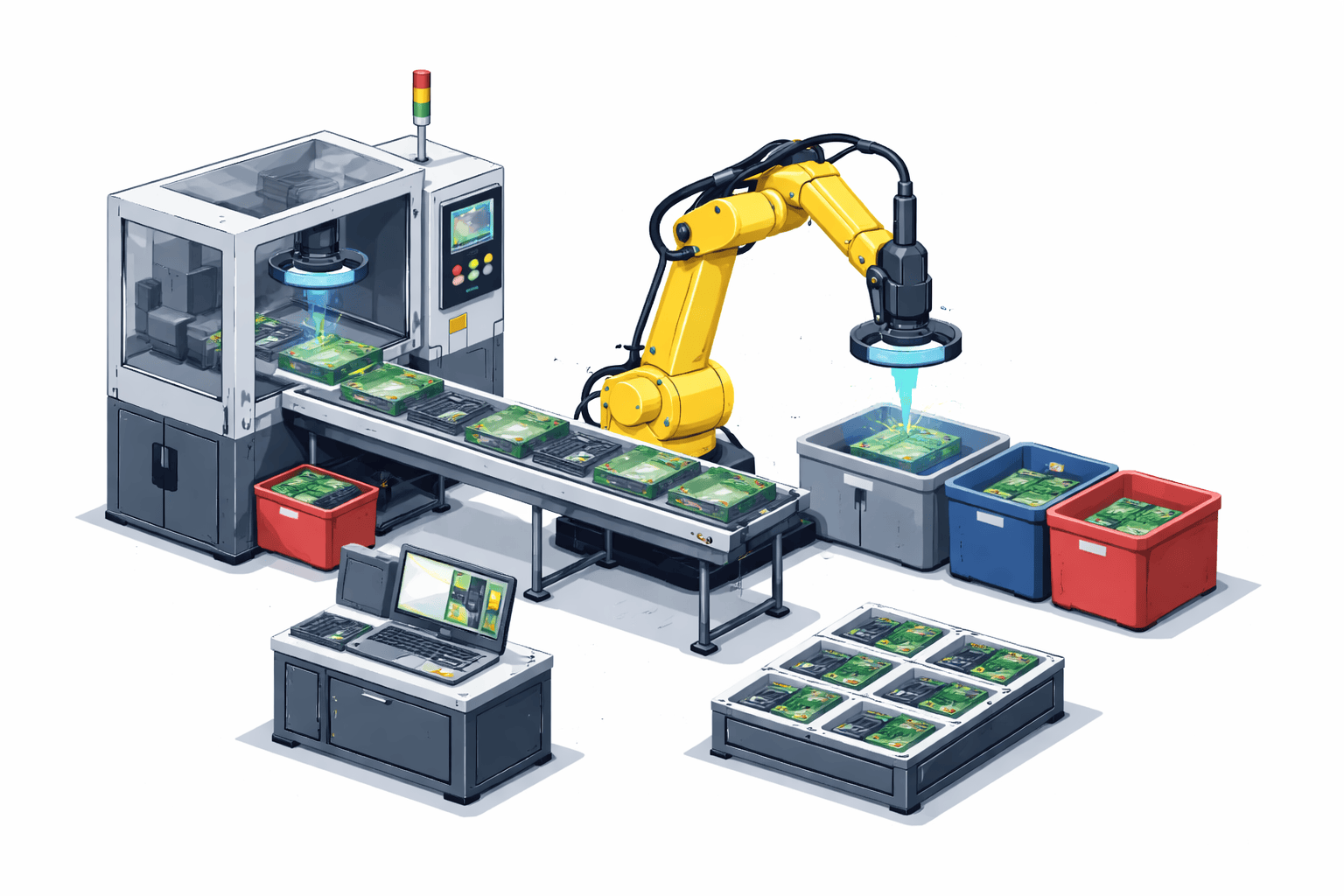
Rank 5: Vision Inspection and Sorting Cell
The Production Problem
Manual inspection cannot keep up with production speeds and often misses defects. Quality escapes damage customer trust and increase rework. Vision inspection ranks here because it becomes essential once throughput increases and manual checks cannot keep pace.
| What the Cell Does | A vision system inspects each part and automatically separates acceptable parts from defects. |
| Also Known As |
|
| How It Works | High‑resolution cameras capture images of each part. Software evaluates dimensions, surface conditions, and assembly presence. Defective parts are diverted automatically. |
| Where It Works Best |
|
| How It Delivers Value |
|
Rank 6: Injection Molding Automation Cell
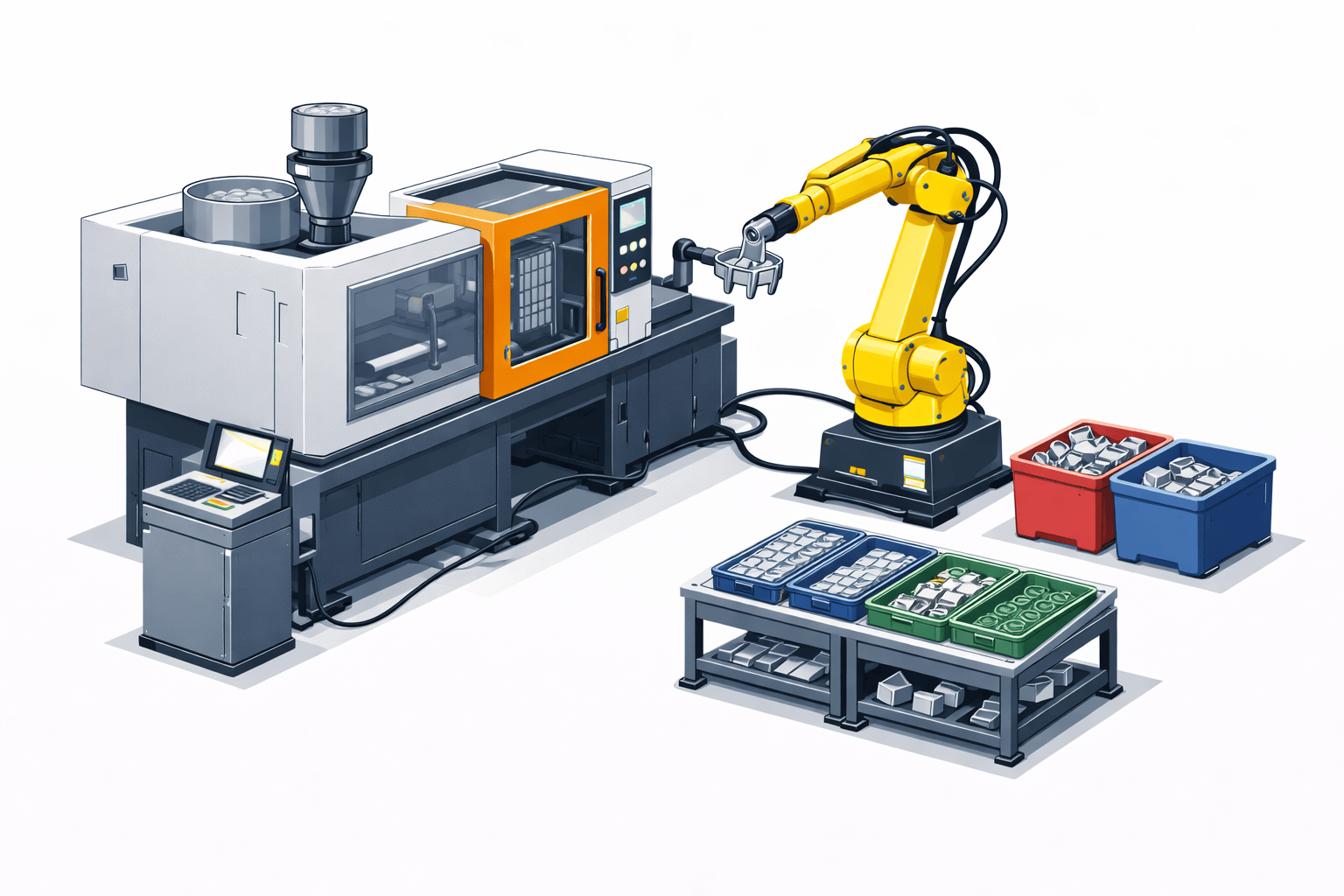
The Production Problem
Manual part extraction slows molding cycles and introduces variation in handling. Press‑side labor is difficult to staff consistently. Molding automation ranks here because it stabilizes cycle timing and reduces labor exposure early in the plastics workflow.
| What the Cell Does | A robot removes molded parts immediately after the mold opens and transfers them to downstream processes. |
| Also Known As |
|
| How It Works | The robot enters the mold area, extracts the part, and places it on conveyors or trays for trimming, inspection, or packaging. |
| Where It Works Best |
|
| How It Delivers Value |
|
Rank 7: Automated Kitting Cell
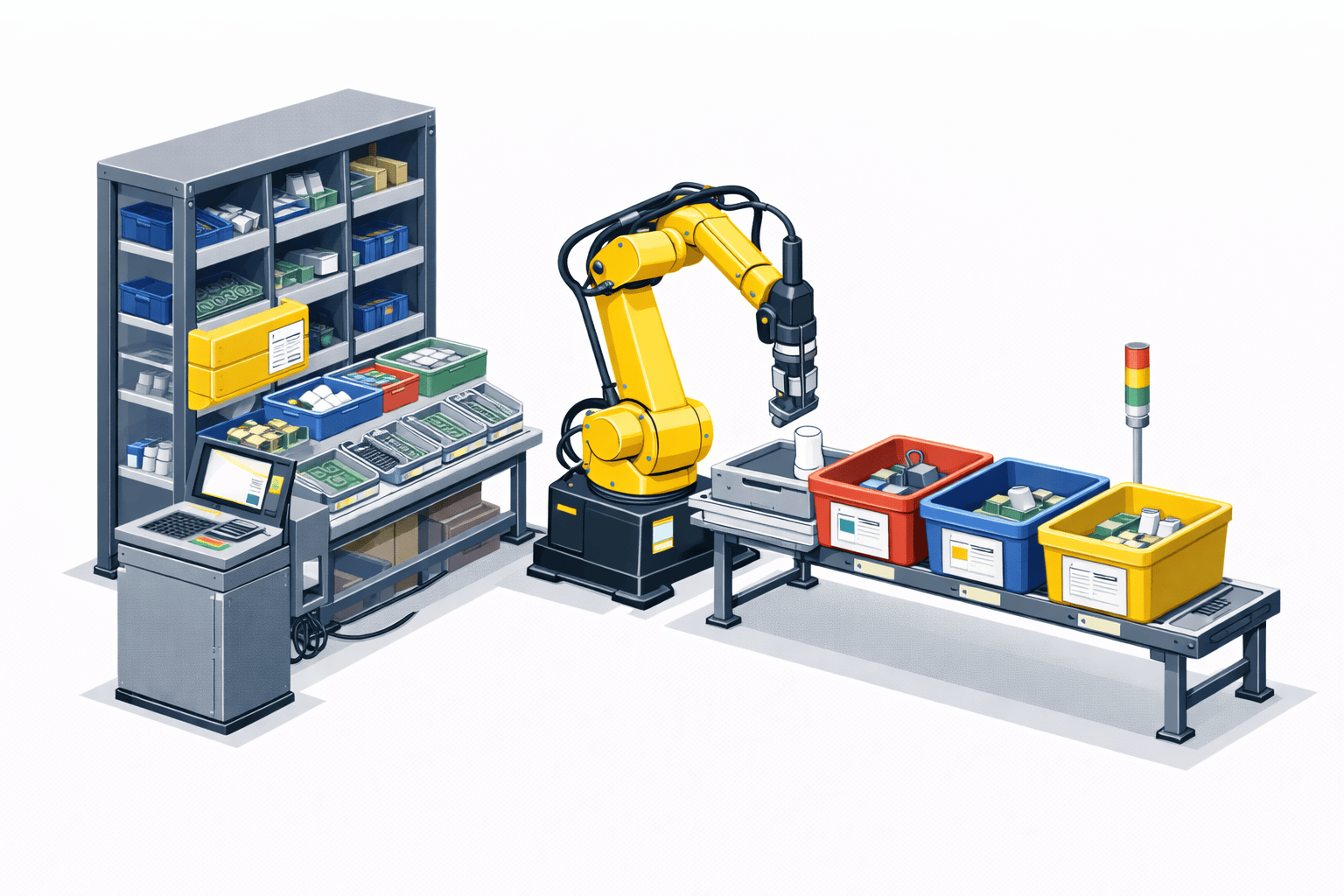
The Production Problem
Manual picking introduces errors and slows assembly preparation. Missing or incorrect components cause delays downstream. Kitting automation ranks later because it becomes most valuable once assembly volume increases and accuracy becomes critical.
| What the Cell Does | Vision‑guided robots pick components from bins and place them into trays based on required kit configurations. |
| Also Known As |
|
| How It Works | The robot identifies components using vision, picks them from storage, and places them into trays or containers according to the required kit layout. |
| Where It Works Best |
|
| How It Delivers Value |
|
Rank 8: Robotic Dispensing and Coating Cell
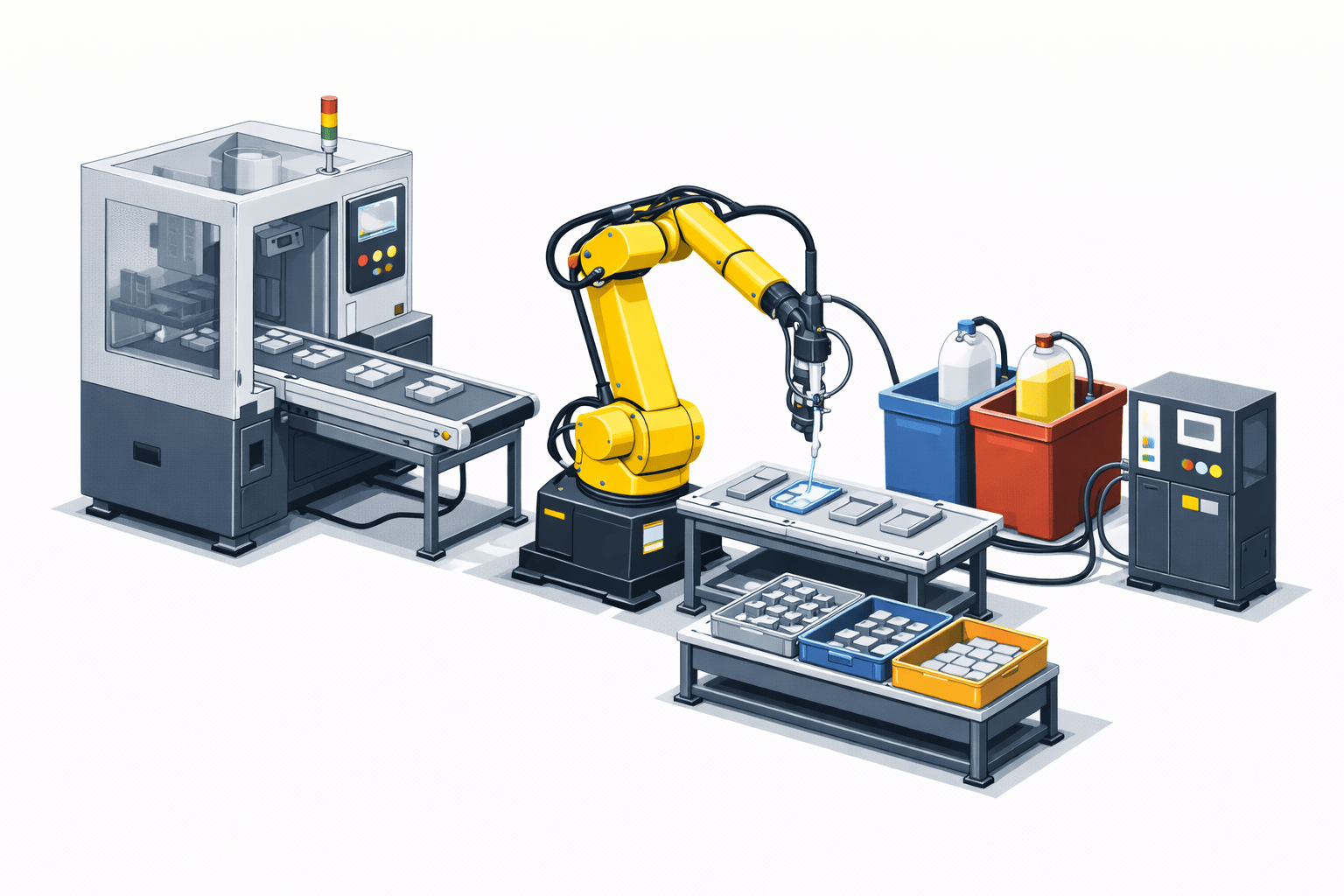
The Production Problem
Manual dispensing and coating create variation in thickness, placement, and material usage. These inconsistencies affect product performance and increase waste. Dispensing and coating automation ranks later because it depends on stable upstream assembly or machining.
| What the Cell Does | A robot applies adhesives, sealants, or coatings with controlled thickness and placement. |
| Also Known As |
|
| How It Works | The robot follows programmed paths while the dispensing system regulates flow rates to maintain consistent application. |
| Where It Works Best |
|
| How It Delivers Value |
|
What Happens When You Automate the Gaps, Not the Machines
Automation cells allow manufacturers to remove specific production delays without redesigning an entire production line. A robot that loads CNC machines can reduce loading time from 30 to 60 seconds per cycle to less than 10 seconds, increasing spindle utilization.
A welding cell stabilizes weld placement and cycle timing. A palletizing system removes repetitive lifting from the end of a production line.
Most automation programs begin with a single, measurable delay. Once that constraint is removed, the production flow changes and the next limitation becomes visible.
A machine that once waited for an operator may now run continuously, revealing the next point where parts accumulate. Over time, manufacturers add cells that automate inspection, finishing, assembly, or packaging as each new constraint appears.
The result is not a single large automation project but a production system that improves through incremental engineering changes. Processes become easier to schedule, cycle timing stabilizes, and the factory layout remains largely unchanged. What improves is the amount of idle time between processes.
As those gaps shrink, throughput increases using the same equipment, floor space, and staffing levels.
This is the practical value of cell‑based automation. It improves production flow, not just individual machines.
Once the flow improves, the entire operation becomes easier to manage, easier to scale, and easier to keep predictable. That is the real payoff.
FAQs About Automation Cells
Costs vary depending on robot size, tooling complexity, and process integration. Basic machine-tending cells may start near $80,000, while multi-machine robotic cells with vision systems and custom tooling can exceed $300,000.
Standard robot machine-tending systems may be installed in three to five months. More complex cells that include custom tooling, vision systems, or multiple machines often require six to nine months from design to commissioning.
Many cells are designed with flexible tooling and programmable robot motion paths. Changing part fixtures and robot programs allows the same cell to run different parts with minimal changeover time.
Yes. Flexible robots, quick-change tooling, and vision-guided handling allow automation cells to support multiple product families in mixed-production environments.
Working With PMi2
Go From Production Pressure to Competitive Advantage
From a single automation cell to a fully integrated production workflow, we support customers from the first conversation through installation and beyond.
See How We Work